3D Printed Telescope Focuser
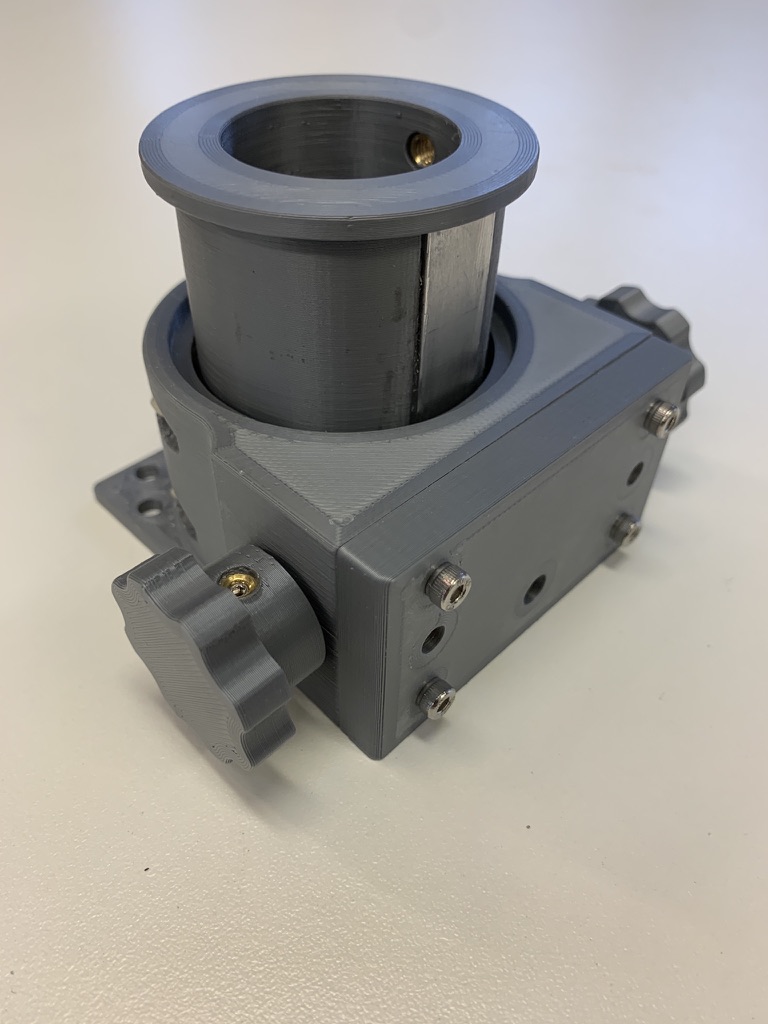
I wanted to use a 1 1/4” focuser for an 8” Newtonian telescope I was making. But most commercial crayford focusers are designed for 2” eyepieces which are a bit large for an 8” telescope. So I decided to make use of my 3D printer and create my own 1 1/4” crayford focuser. My design fits a 10” diameter tube, but one could easily modify the design if a flat base is needed.
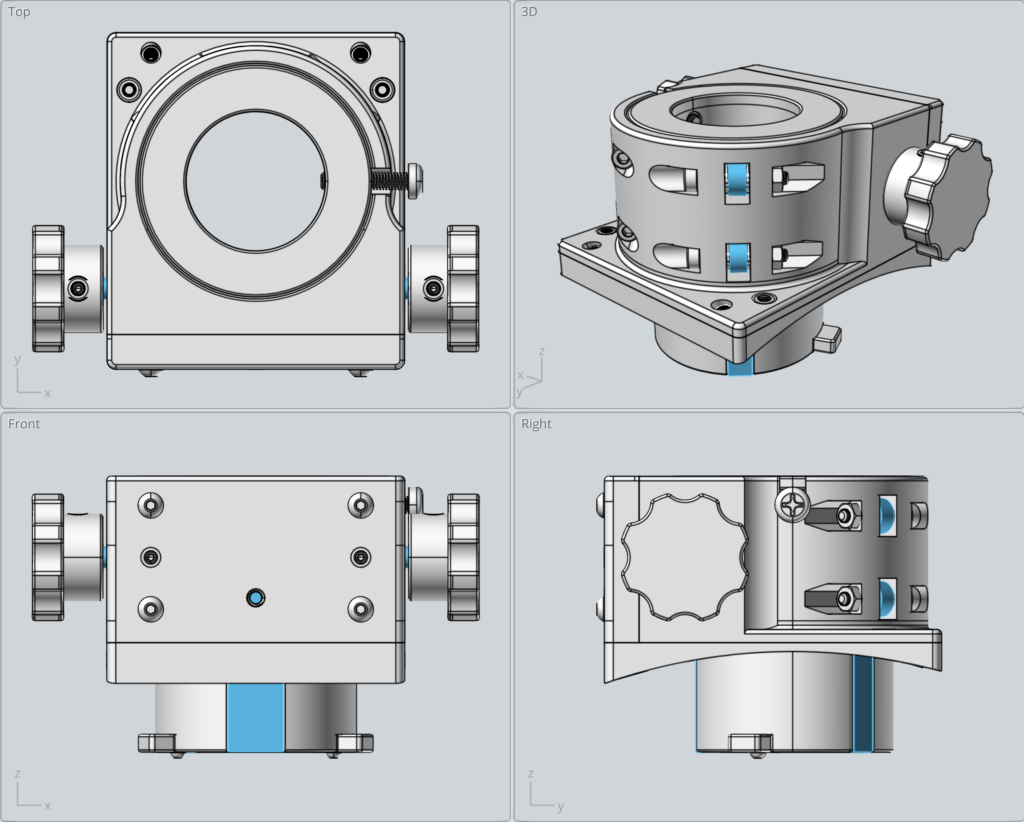
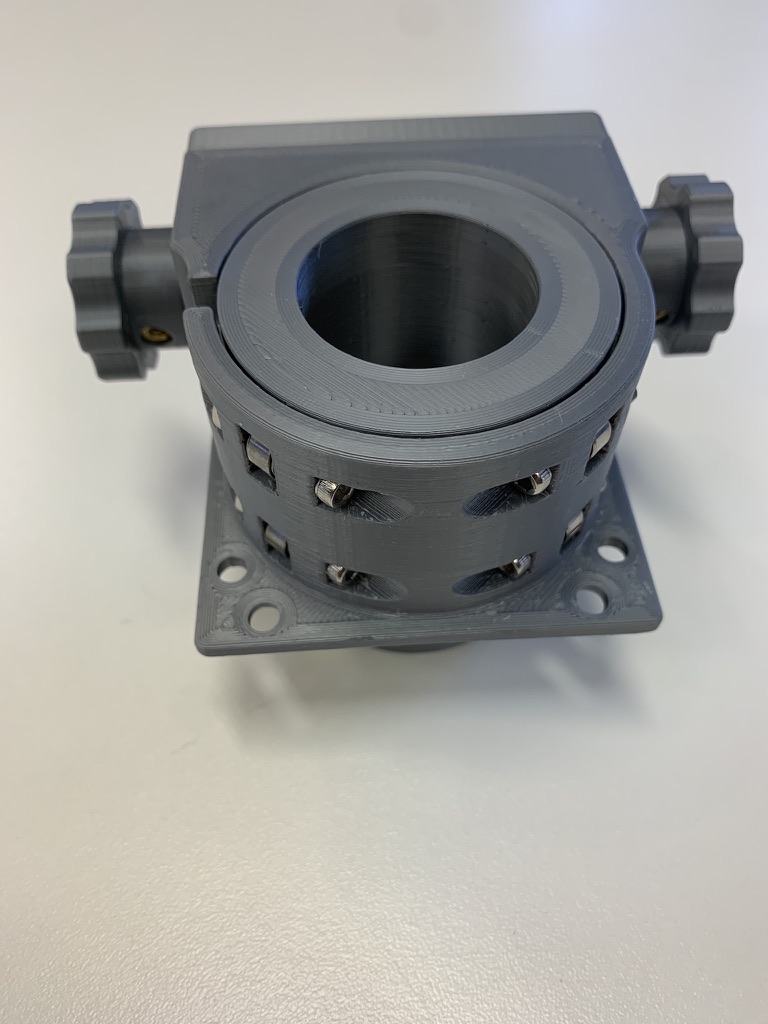
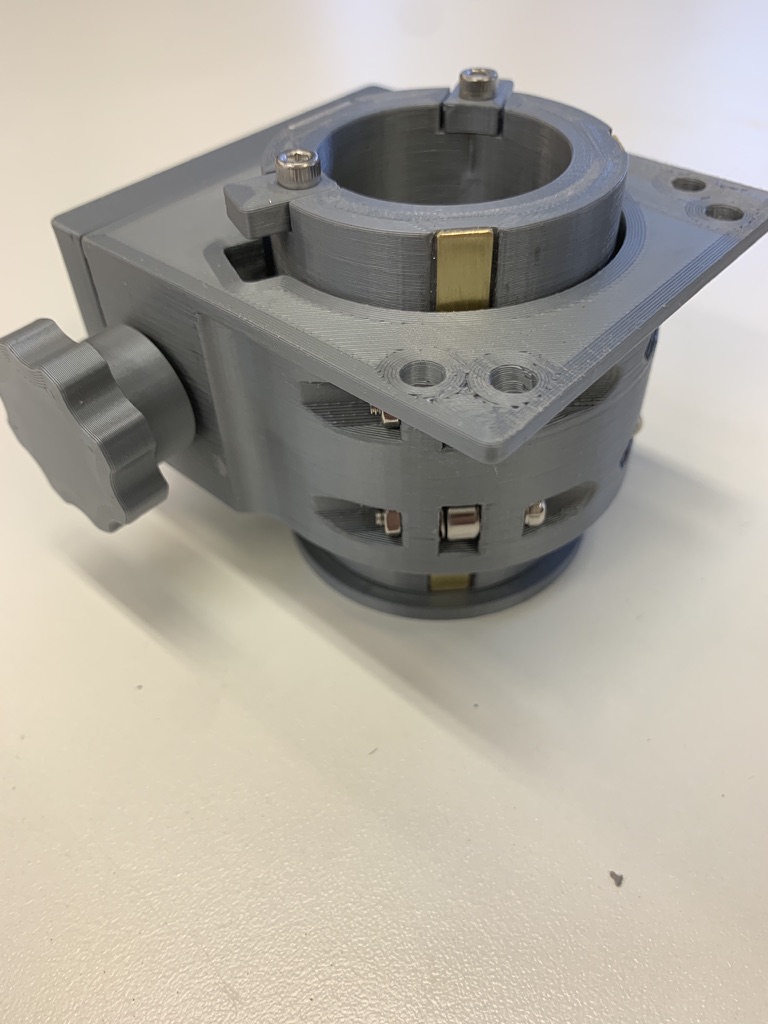
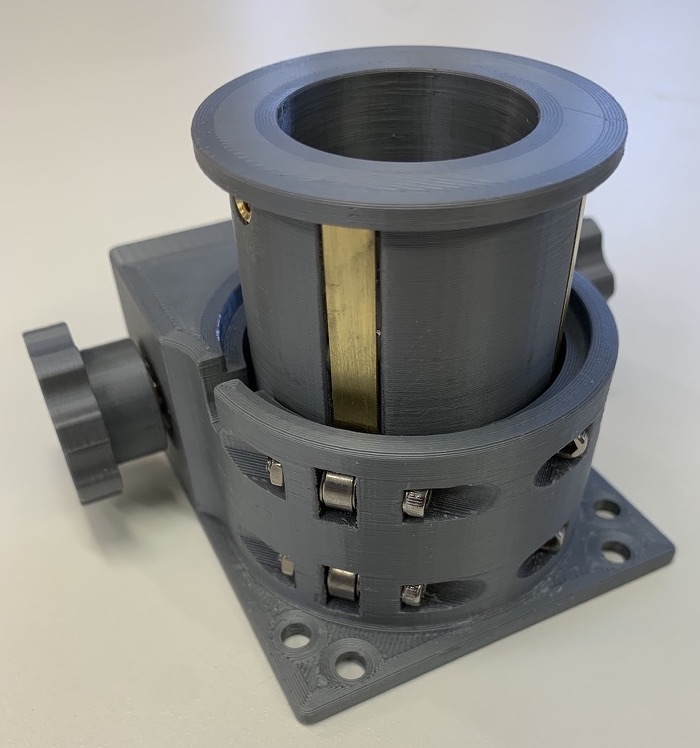
My focuser works just like any other crayford focuser. Turn the knob and the drawtube smoothly, with no backlash, moves up or down until a stop is reached. The drawtube friction is adjusted using the two tensioning grub screws on the focuser back. Also on the back is an optional M4 threaded hole to add a brake if using heavier accessories. My heaviest eyepiece is a 24mm Televue Panoptic eyepiece which works fine without the brake.
Here are a few of the key focuser design attributes (with a 2mm thick curved base added):
- Drawtube inside diameter = 1 1/4”
- Minimum racked-in height = 40mm
- Maximum racked-out height = 70mm
- Drawtube travel = 30mm
- Maximum drawtube extension below base = 23mm
- Weight = 200g
- 3D print material = PLA
- Curved base mounting holes: 48mm x 63mm
- Base dimensions: 68mm x 77mm
Want to build your own focuser? You can either download my STL files and start printing. Or download my 3D model CAD files and create your own customized version.
These instructions include the following:
- 1 1/4” crayford focuser example (See above photo).
- Construction Tips
- Parts List + Exploded View
- Downloadable Files
- Instructions (pdf file)
- 3D CAD Models (zip files)
- STL — 3D print parts only (also available at Thingiverse)
- skp (SketchUP format)
- STEP
Please note that this 3D printed focuser design has also been shared on the Thingiverse website. Simply click this Thingiverse link or search for Thingiverse project # 5167331.
Construction Tips
First, my disclaimer. I rate myself as a novice 3D printer user. So please don’t hesitate to modify my design to better suit your 3D printing capabilities.
Here are the 3D printer settings I used:
- Printer: Prusa MK3S+
- Slicer app: PrusaSlicer
- Filament: Prusament PLA
- Nozzle temperature: 215
- Bed temperature: 60
- Layer height: 0.20mm
- Supports:
- Drawtube — none
- Printed with top end on platter
- Base — everywhere
- Note: Rookie mistake here. I had support material everywhere. In hindsight, I suspect the base can be printed with very little support material. The most likely spots are the two pinion rod pressure rods.
- Printed with focuser base on printer platter
- Drawtube — none
- Perimeters: 6
- Solid layers (top and bottom): 8
- Minimum shell thickness (top and bottom): 0.7mm
So you now have the settings that worked for me. Again, I’m a novice using my 3D printer and I suspect some of my perimeter and layer settings might be overkill.
Also please make sure you compare your printer tolerances with my mine. The inside hole diameters printed using my printer average 0.2mm smaller than the CAD diameter setting. So my 3D models have holes that are intentionally 0.2mm diameter larger so the final, printed hole sizes will be very close to the required size. For example, if I need a 3mm hole diameter for a M3 screw, my 3D model will have a 3.2mm diameter hole.
Build Steps
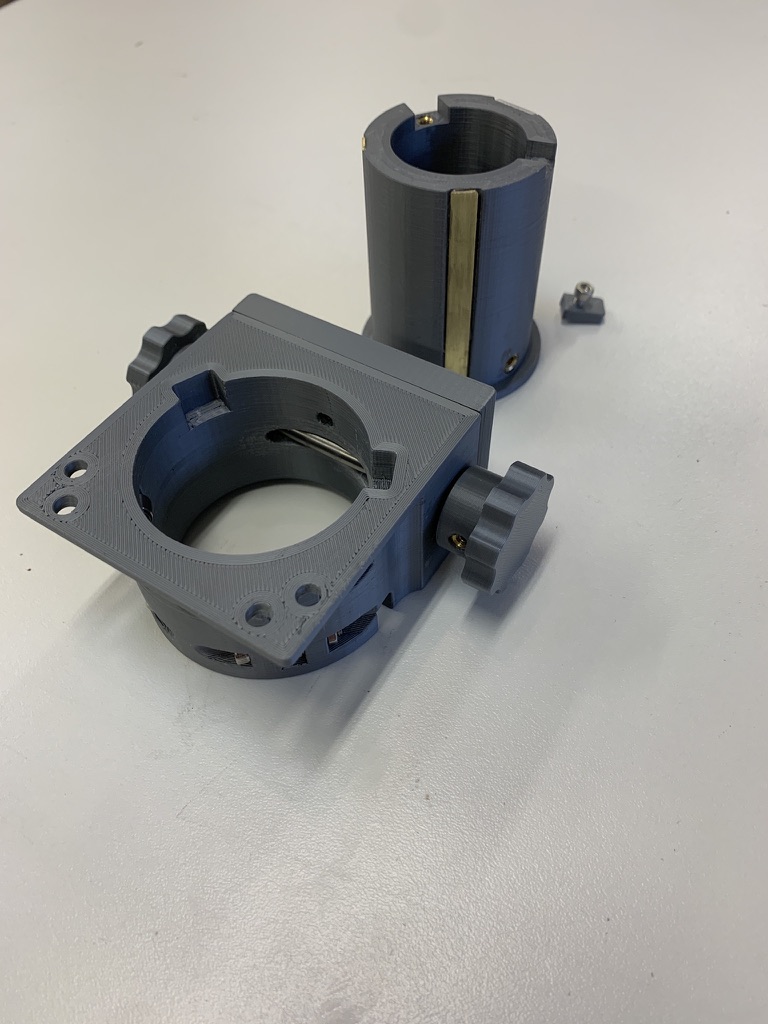
Drawtube
- 3D print the drawtube.
- Lightly sand the three drawtube rail recesses used for the pinion aluminum rail and two brass bearing rails.
- Cut the metal rails to length, check the fit, clean and rough up both sides with sandpaper, and then glue the metal rails to the drawtube. I used the JB Weld original epoxy which I highly recommend. Make sure you clamp the rails to the drawtube for a strong glue joint. For clamps, I place a small piece of scrap wood on top of each metal rail and then used rubber bands as ‘clamps’ to press the metal strips against the drawtube.
- Install the heat set brass inserts for the eyepiece retainer screw and the two drawtube stops in the bottom end. Note that my example focuser has M3 screws for the stops, but I recommend M2 screws. The design (and CAD files) have been revised to use the recommended M2 screws.
Focuser Base
- 3D print the base. Remember, I used ‘everything’ setting for my support material. I don’t recommend this setting since every hole in my focuser base had support material which was difficult to remove. If I build another one, I’ll use the PrusaSlicer tool to selectively add support material to the few necessary areas such as the two holes for the pinion pressure rods.
- Install into the base the four heat set inserts for the base back plate and the one insert for the optional brake. Next I installed the two pressure grub screws into the base back plate. Note that I installed the two grub screw inserts from the backside of the back plate which increases the holding strength. I also went ahead and installed the heat inserts into the two knobs.
- Install the four drawtube pressure bearings that fit against the drawtube brass rails. Don’t forget the flat washers which act as spacers between the bearings and the base.
- Next I did a quick fit check for the pinion shaft which should turn freely. My holes were a little small so I carefully used a drill bit to slightly enlarge the holes. Making these holes slightly larger might be a nice design improvement if I every do another revision.
- Time to install the pinion pressure rods. First, I cleaned out the holes in the base where the pressure rods are inserted. These two holes needed some minor cleaning/rounding (especially the seam along the top). Then I did a trial fit of the pressure rods which needed a light sanding for a snug fit. I wanted these rods to fit with no ‘slop’ since once the pressure is set no further rod movement is needed.
- Next, I inserted the pinion rod and checked the fit to ensure I had a close tolerance fit and smooth turning. Then I did a push-pull of the pinion rod to check that the pressure rods would also move in-out correctly.
- Now that main moving parts seemed to be working, I installed the base back using four M3 screws. Then I added the two grub screws used to push the pinion rod against the drawtube.
- Before tightening the pressure grub screws, I added the drawtube.
- Next I installed the two knobs.
- Now I carefully tightened the pressure grub screws (needed very little pressure) until the drawtube had enough pressure to operate smoothly plus held my eyepiece in position.
- Finally, I added the two drawtube stops and the drawtube M4 nylon screw used to capture the eyepiece in the drawtube.
All done! …almost…
Please note that my focuser mounts to a 10.25” OD telescope tube. So I printed and glued a curved base to the bottom of my focuser (adds 2mm to the focuser base height). I then added the heat set inserts for the four mounting screws which are inserted from inside the telescope tube (bottom of focuser). Next I added the inserts for the four alignment grub screws which are installed and accessed from the focuser side of the telescope tube.
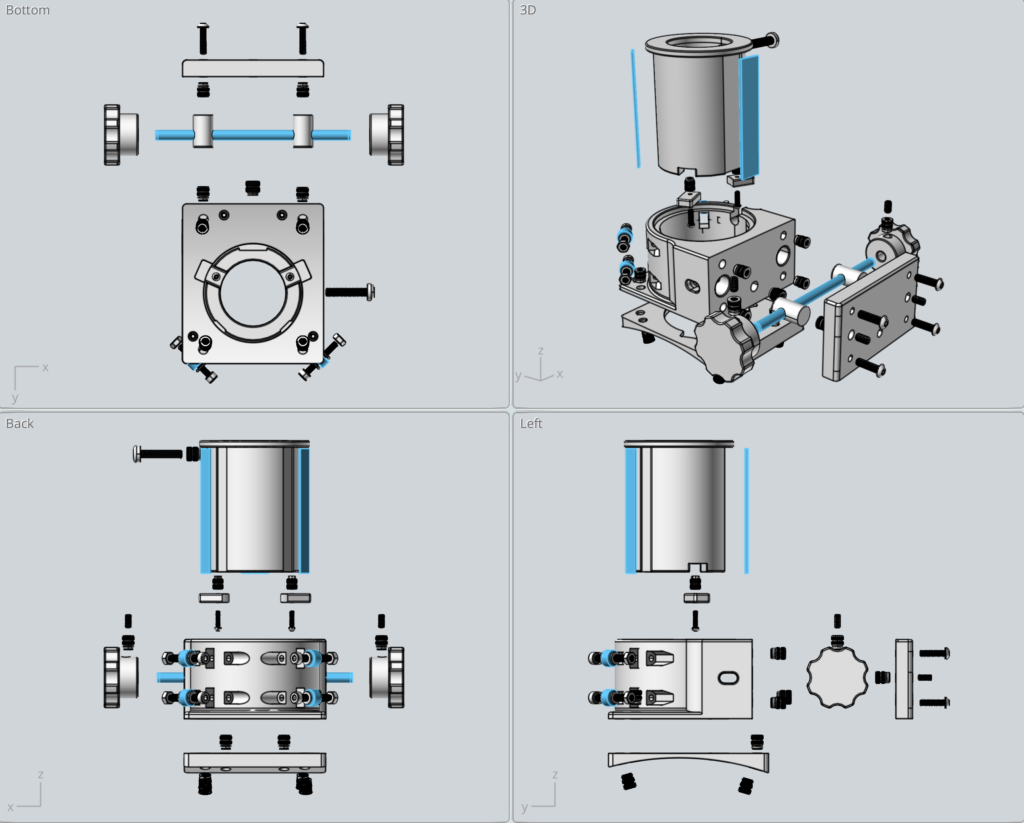
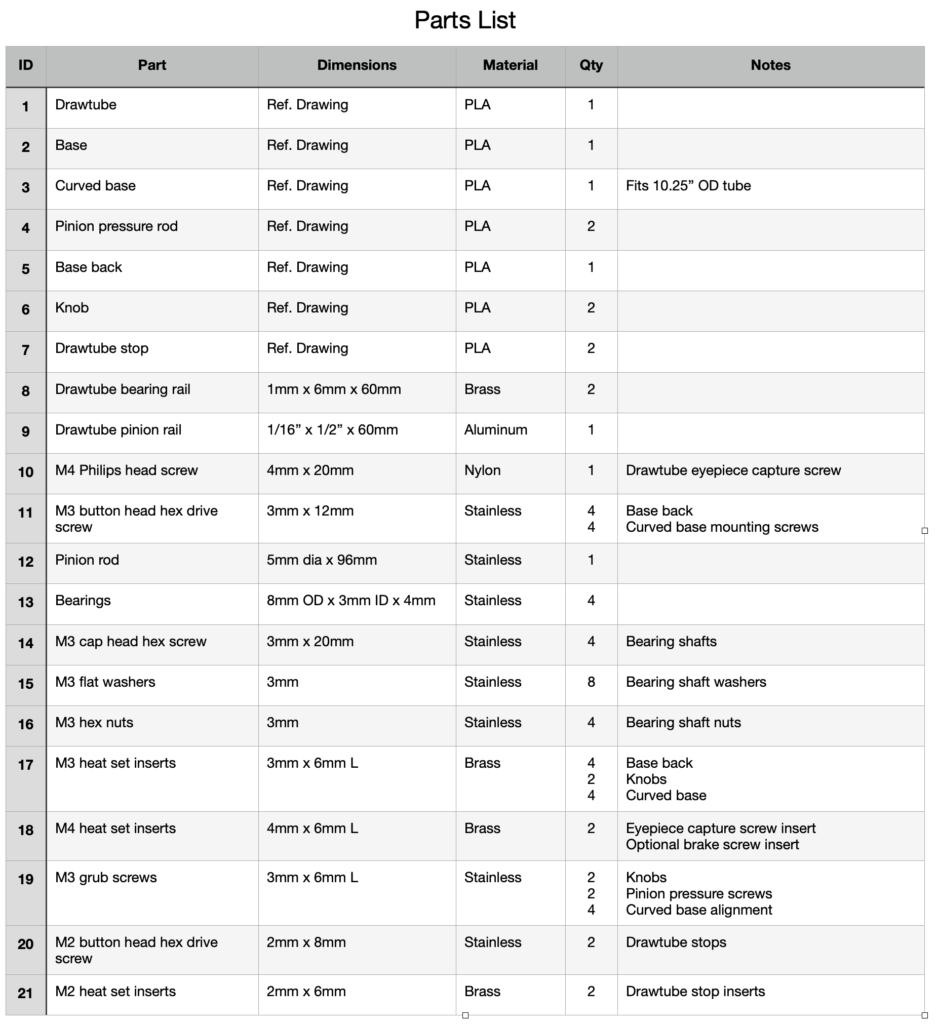
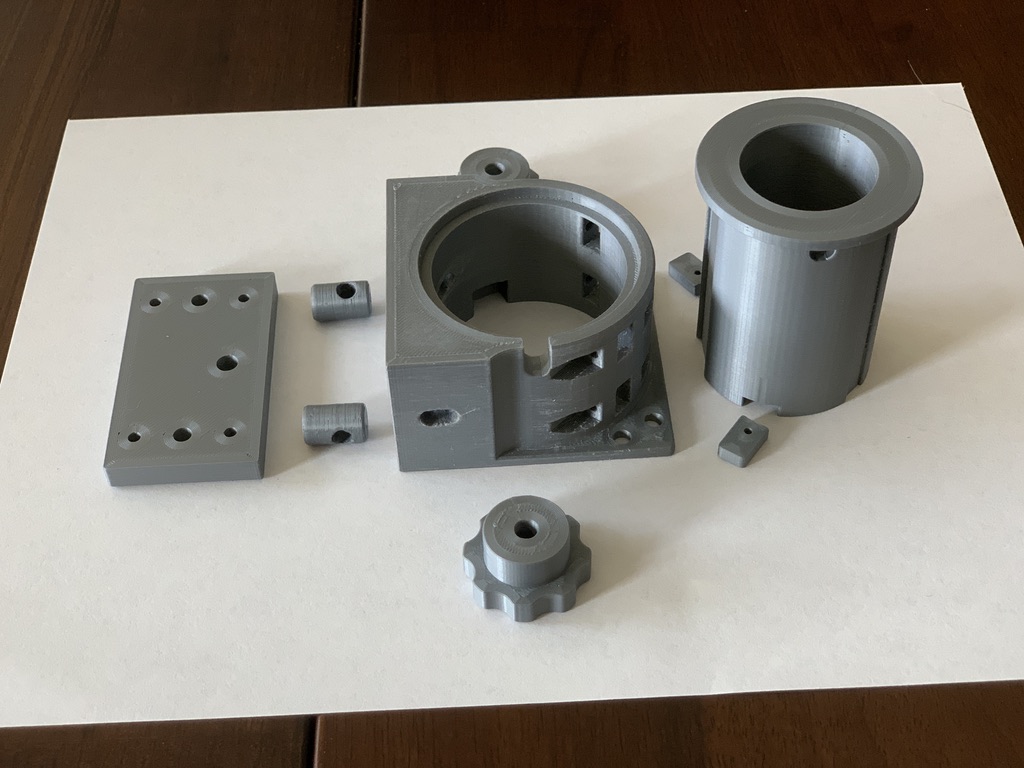
Parts
The parts I used are all easily located online. I purchased most of my parts from Amazon. I also highly recommend McMaster-Carr as an excellent online supplier. You can use the following exploded views along with the parts list to help you visualize the focuser design. Of course using a 3D model file viewer or CAD program is highly recommended.